
Advantages of SLS
- No support structures needed.
- Movable parts with complicated inner geometry.
- Smooth surfaces – it is hard to notice the layer.
- Durable printouts.
- Powder is reusable after printing.
- Low to moderate material costs, while using the full working area.
- Desktop SLS 3D printers are inexpensive compared to industrial machines.
- Skilled labour is not required (only desktop SLS 3D printers).
Disadvantages of SLS
- Industrial machines are expensive.
- Long lead time.
- Cleaning of the machine must be done precisely when changing material to avoid contamination.
- Long printing time (for larger objects).
- For a powder management during post-processing a vacuum cleaner and compressed air is recommended as it can get dusty.
3D Printing techniques comparison (Duplicate)
| Parameter | Fused Deposition Modeling | Stereolitography | Selective Laser Sintering |
| Abbreviation | FDM | SLA | SLS |
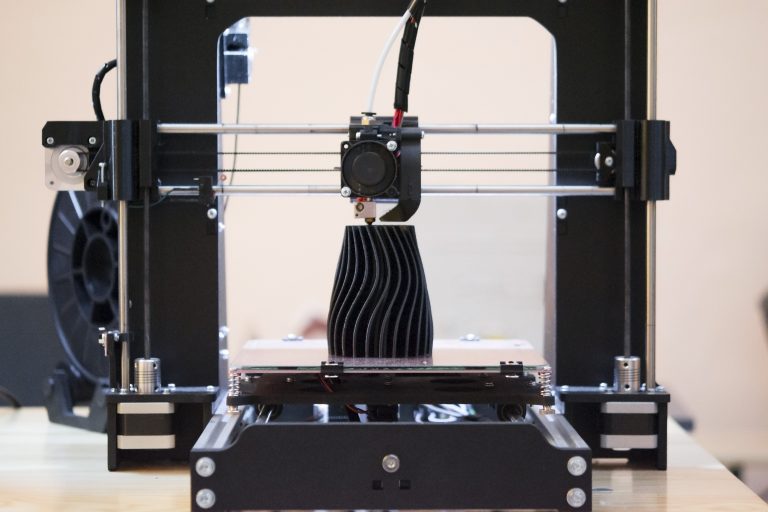
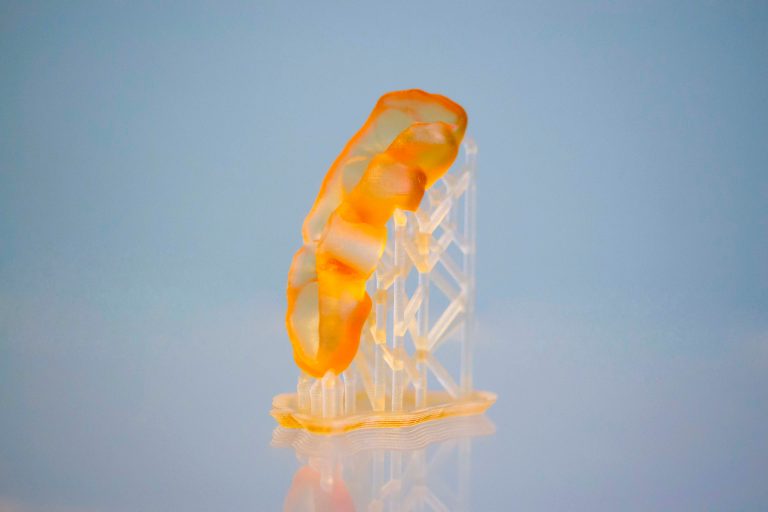
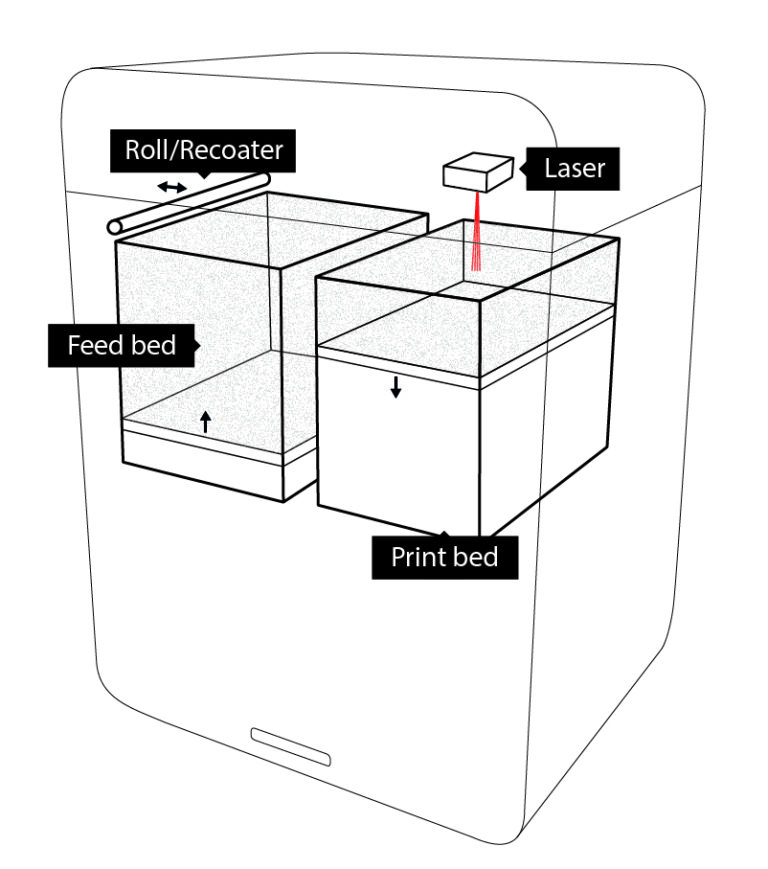
| Operation principle | Extrusion of melted filament | UV curing | Laser sintering |
| Material printed | Thermoplastic polymer in the form of string (filament) i.e. PLA, ABS | Resins/photocurable liquid materials | Powdered sinterable polymers (i.e polyamides, TPU, TPE) |
Advantages |
|
|
|
| Disadvantages |
|
|
|
| Applications |
|
|
|
| Layer thickness | 0.1 – 0.3 mm | 0.05 – 0.15 mm | 0.060 – 0.15 mm |
| Printing without support structures | no | not always necessary | yes |
| Printing objects with movable parts | not always achievable (lower precision) | no | yes |
Source: FDM vs. SLA vs. SLS – comparison